






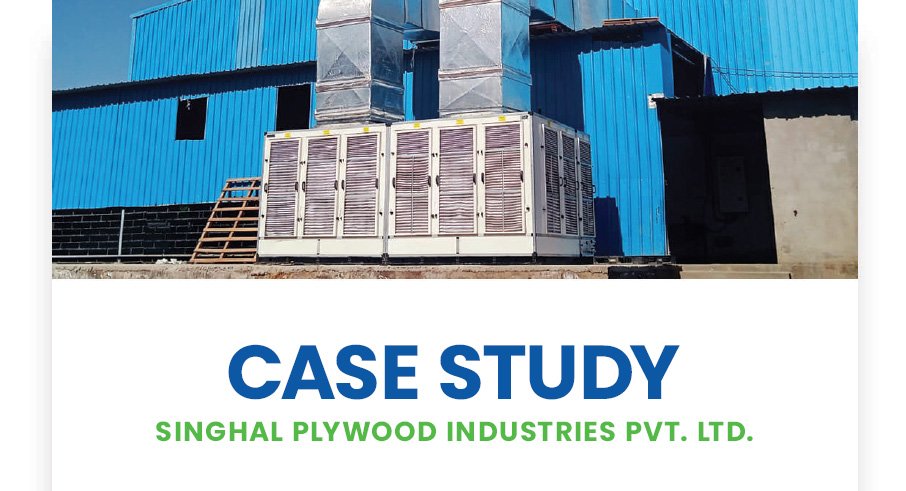
Singhal Plywood Industries Pvt. Ltd., the largest FMCG manufacturing facility in India under the brand Supersoft Care, is located in Gandhidham, Gujarat.
SINGHAL PLYWOOD INDUSTRIES PVT. LTD.
PROJECT HIGHLIGHTS
Area Coverage
10,000 SQFT
Machine Installed
60,000
CFM HSCU
No. of people working
80-90
OVERVIEW
The facility specializes in the production of sanitary pads and napkins, where high-performance manufacturing machines generate substantial heat. This led to significant challenges in maintaining a comfortable working environment for employees on the shop floor.
CHALLENGE
The Central Control Room at the PGP Glass facility is crucial for the plant’s operations, as it controls the entire electrical system. The room, covering 1300 square feet, faced the following challenges:

The manufacturing process involved high heat generation, causing elevated temperatures across the 10,000 sq. ft. shop floor.
Traditional ventilation systems were inadequate to manage the heat effectively, resulting in discomfort for workers and potential drops in productivity.
The primary objective was to implement a cost-effective cooling solution that would enhance worker comfort an improve operational efficiency.
SOLUTION
After a detailed site assessment, we recommended the installation of an Evapoler HSCU 60000 CFM unit, a state-of-the-art evaporative cooling system designed for large industrial areas.
The solution was tailored to meet the specific requirements of the facility, ensuring effective cooling and energy efficiency.
Ducting systems were strategically designed to deliver uniform airflow across the entire 10,000 sq. ft. area, addressing heat pockets and maintaining consistent temperature levels.
IMPLEMENTATION HIGHLIGHTS
Conducted a thorough heat load analysis to determine the optimal placement and capacity of the cooling system.
Installed the Evapoler HSCU 60000 CFM unit with minimal disruption to ongoing manufacturing operations.
Integrated ducting and air distribution systems to ensure even cooling across the shop floor.
Coordinated closely with the client’s team to ensure timely completion and adherence to safety protocols.
RESULTS
Temperature Reduction
Achieved a significant decrease in shop floor temperatures, creating a comfortable environment for workers.
Improved Productivity
Enhanced worker satisfaction and efficiency, leading to measurable increases in productivity.
Energy Efficiency
Delivered a sustainable and cost-effective cooling solution, reducing energy consumption compared to conventional air conditioning systems.
Positive Feedback
Workers reported a noticeable improvement in comfort, reflecting the success of the cooling solution.
CONCLUSION
The successful implementation of the Evapoler HSCU 60000 CFM unit at Singhal Plywood Industries Pvt. Ltd. underscores the importance of tailored HVAC solutions in addressing industrial cooling challenges. By combining innovation, efficiency, and worker-centric design, we were able to deliver a solution that not only enhanced comfort but also boosted productivity and operational excellence.




















 Download Brochure
Download Brochure  Customer Care
Customer Care